Hardinge Lathe User Guide
|
Shop Area: Metal Shop Tool: Metal Lathes Requires in-person training: Yes |
Procedure Number UG 130-12, Rev. 1 |
Date 3/6/2021 |
GENERAL

We have four metal lathes:
- Hardinge HLV-EM
- Whacheon WL-435
- Monarch 10EE
- YAM 550g
SAFETY
- Always wear approved safety glasses or face shield while operating the equipment.
- Before operating equipment, remove tie, rings, watches and other jewelry, and roll sleeves up past the
- elbows. Remove all loose clothing and confine long hair.
- Non-slip footwear or anti-skid floor strips are recommended.
- Closed toe shoes are required when working in a shop area.
- Do not wear gloves while operating the equipment.
- Make all machine adjustments or maintenance with the machine unplugged from the power source.
- Always power off machine when not in use.
- Never operate with unbalanced tooling or spindle fixtures.
- Remove all tools (wrenches, chuck keys, etc.) from spindle and machine surface before starting operations; loose items can become dangerous projectiles.
- Use adequate work clamping; loose workpieces can become dangerous projectiles.
- Protect your hands. Stop machine spindle and ensure machine motion has stopped before:
- Reaching into any part of the machine motion envelope
- Changing tools, parts or adjusting the workpiece
- Changing belt/pulley position
- Clearing away chips, oil or coolant; always use a chip scraper or brush
- Making an adjustment to part, fixture, coolant nozzle or when taking measurements
- Removing protective shields or safeguards; never reach around a guard
- Keep work area clear of clutter as machine motion can occur when keys are accidently pressed or objects fall on keyboard, resulting in unexpected motion.
- Position clamping attachments clear of tool path. Be aware of workpiece cutoffs that could be cut free during operations and become dangerous projectiles.
- Always use proper speeds, as well as depth/width of cut to prevent tool breakage.
- Check for damaged tools/workpieces and cease operations if detected; replace before re-starting operations as these can become dangerous projectiles. Never use longer or larger tools than necessary.
- Chips and dust from certain materials (e.g., magnesium) can be flammable. Fine dust from normally non-flammable materials may be flammable or even explosive.
- Chips, dust, and vapors from certain materials can be toxic. Always check the Materials Safety Data Sheet (MSDS) for each material.
REFERENCE
- Hardinge HLV User Manual
- Mini lathe user manual (https://littlemachineshop.com/images/gallery/info/MiniLatheUsersGuide.pdf)
- http://www.babinmachine.com/PDF/HLV-Operation%20manual.pdf
- Whacheon Metal Lathe User Manual
- Monarch 10EE User Manual
- YAM 550g User Manual
- Carbide insert cheat sheet (https://cdn.raptorsupplies.com/pub/media/catalog/product/engineers-black-book-ebb-hse28.jpg)
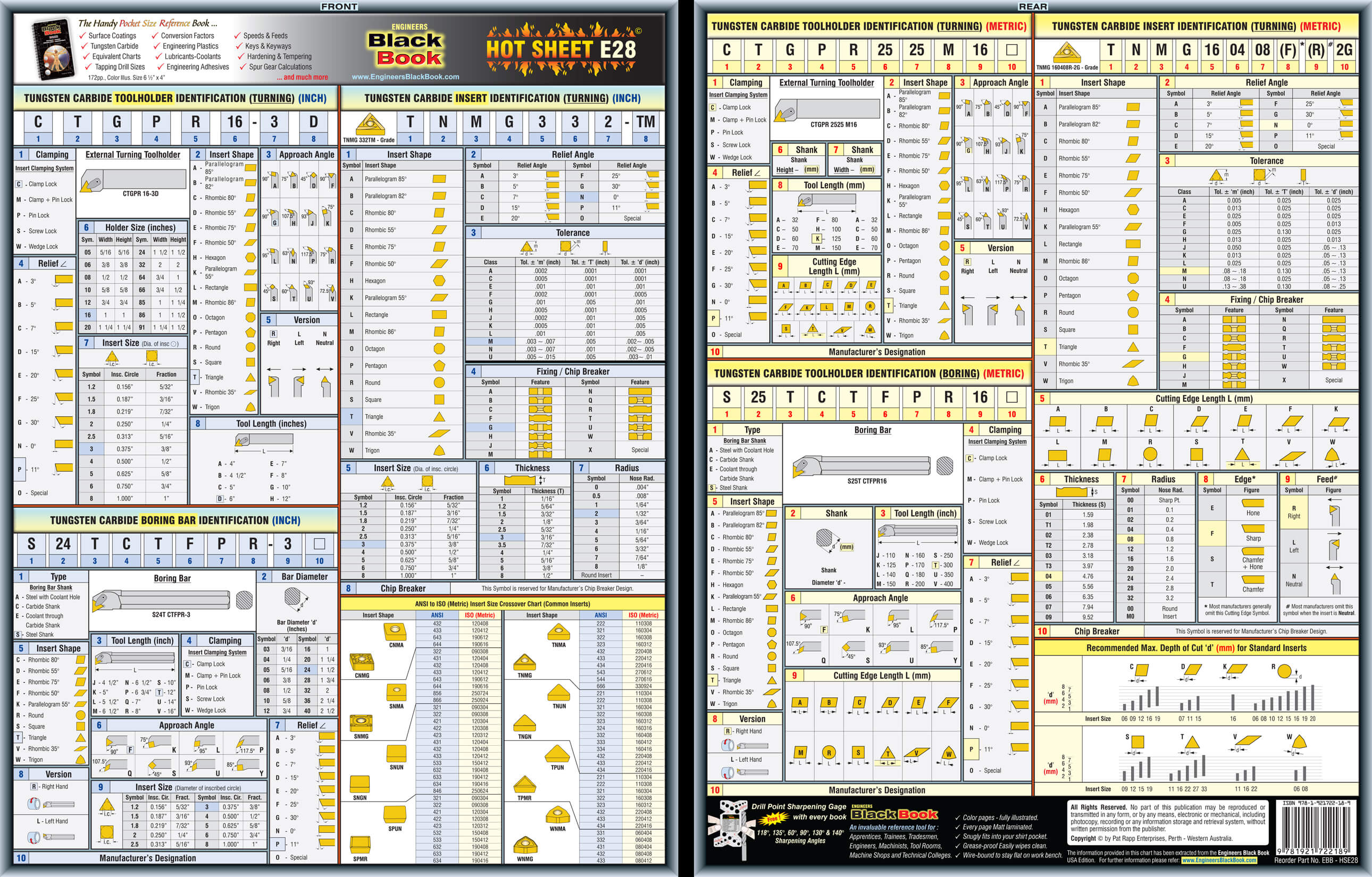{kind=link}
PROCEDURE
Motor Controls
1. Speed control
2. Forward/off/reverse switch
3. Power switch
To power up the lathe
1. Turn the speed control to the minimum speed position.
2. Place the forward/off/reverse switch in the off position.
3. Turn on the power switch.
To start the lathe
1. Ensure that the speed control is set to the minimum speed position.
2. Move the forward/off/reverse switch to the appropriate position.
3. Advance the speed control to the desired speed.
To stop the lathe
1. Turn the speed control to the minimum speed position.
2. Move the forward/off/reverse switch to the off position.
3. If you want to power down the lathe, press the big red switch or the rocker switch to turn off the power.
High/Low Speed Shifter
The high/low speed shifter is on the back of the headstock. It selects the spindle speed range. Never move this lever when the lathe is turning. You might need to turn the spindle slightly by hand as you move the high/low speed shifter.
Power Feed Forward/Neutral/Reverse Lever
The power feed forward/neutral/reverse lever controls the direction of rotation of the lead screw. When this lever is in the forward, or top, position the lead screw moves the carriage toward the headstock. When this lever is in the reverse, or bottom, position, the lead screw moves the carriage away from the headstock. In the center, or neutral, position the lead screw is disengaged and does not turn. There is a strong spring in this lever. Pull out firmly on the end of the lever while moving it.
Power Feed Lever
The power feed lever locks the half nuts around the lead screw, which engages the power feed. The power feed is engaged when this lever is down, and disengaged when this lever is up.
Carriage Hand Wheel
The carriage hand wheel moves the carriage toward or away from the headstock, depending on which way it is turned. Use this hand wheel to position the carriage. Because this hand wheel moves the carriage quickly it is not easy to use this hand wheel to move the carriage while you are turning. You cannot turn this hand wheel when the automatic feed is engaged.
Cross Slide Feed Handle
The cross slide feed handle moves the cross slide across the ways. Use this handle to advance the tool into the work and for facing cuts. The dial on this handle indicates the relative position of the cross slide. The graduated dial can be repositioned for convenience.
Compound Rest Feed Handle
The compound rest feed handle advances or retracts the compound rest. Use this handle to advance the tool into the work. The dial on this handle indicates the relative position of the cross slide. The graduated dial can be repositioned for convenience
Compound Rest Rotation
The compound rest rotates on the cross slide and you can position it at any angle. Position the compound rest so it moves parallel to the ways to make precise facing cuts. Position the compound rest at 29.5 degrees for cutting standard threads.
To change the angle of the compound rest:
1. Using the compound rest feed handle, retract the compound rest until the locking socket head cap screws are exposed.
2. Loosen the two socket head cap screws.
3. Turn the compound rest to the desired angle.
4. Tighten the two socket head cap screws.
Tailstock Lock Nut
The tailstock is locked into position on the ways by the tailstock lock nut. Use a 15 mm wrench to tighten the tailstock lock nut.
Tailstock Quill Hand Wheel
The tailstock quill hand wheel moves the tailstock quill in and out. Most mini lathes have rather poor graduations on the top of the quill that show how far it is extended. Retract the tailstock quill all the way to remove tools from the taper in the tailstock quill.
Tailstock Quill Locking Lever
The tailstock quill locking lever keeps the tailstock quill from moving. Use the tailstock quill locking lever to lock the tailstock quill in position when you are turning between centers. Turn the lever clockwise to lock the tailstock quill, and counterclockwise to unlock the tailstock quill.

Spindle Control Lever: Control Level A is the main control lever for the spindle. When moved to the extreme left the brake is released and the main drive motor is on the “LOW” side. When Level A is moved to the extreme right the brake is released and the main motor is on the “HIGH” side. The center or “STOP” position stops the motor and applies the brake,
Direction Control Lever for Carriage: Control Lever B reverses direction of carriage for threading only. Always place this lever in center position before starting the machine.
Disconnect for Gearbox: Knob C is used to connect of disconnect the gear box from the headstock spindle by means of a sliding gear. Always shut off machine before engaging or disengaging. Turn knob clockwise to “FEED” position to disconnect gear box.
Spindle Lock Pin: The spindle lock pin D is located at the front of the headstock. The pin is held in the “OUT” or released position by a spring and ball plunger. The spindle lock pin is used to hold the headstock spindle stationary when applying or removing spindle nose attachments, adjusting collet closer, tightening draw spindle or when applying and removing work from fixtures. To engage lock pin turn spindle by hand and hold lock pin “IN” until it engages in one of the notches of the spindle assembly. RELEASE BRAKE by setting switch A to “OFF” position. The spindle lock pin is interlocked electrically with the main drive motor and must be withdrawn before machine will start.
Free Spindle Turning: To obtain a “free spindle” for easy turning of the spindle by hand, place operating Lever A in “STOP” position and turn brake switch A to “OFF” position.
Start and Stop Spindle: Pull out spindle lock pin D. Lever A and lever B must be in center position. Place knob C in “FEED” position. Set switch B at “FORWARD”. Put collet in spindle with correct size stock in place or use headstock center and tighten with collet closer. Press “START” button A on front of control panel which energizes panel and is indicated by pilot light E. The machine is ready to start. Use main control lever A to start and stop the spindle. Move to extreme left to start spindle and “LOW” side of motor. Move to extreme right to start spindle on “HIGH” side of motor. Center position shuts off the main motor and applies the brake.
To make the spindle go “FASTER” push the top button until the speed indicator shows desired speed and then remove finger from button. To make spindle go “SLOWER” push lower button.
The speed indicator moves up or down to indicate in the left column speed for the “LOW” side of the motor and in the right column for the “HIGH” side of the motor.
Control Panel: “START” button A controls main contactor to energize switch control panel. Push “STOP” button C when finished using lathe. Switch B is “Forward-Reverse” for spindle. Switch A releases brake when set at “OFF” to give “free spindle”.
When set a “BRAKE” the brake automatically goes “ON” or “OFF” when using control lever A. Coolant switch B should be at “OFF” unless using coolant supply.
Spindle Driving Unit: The driving unit provides infinitely variable spindle speeds from 125 to 3,000 RPM by push button control. Speed changes can be made while the tool is actually “under cut” with the operator watching the chip and tool to obtain fastest chip removal and longest tool life.
Push button controlled motor A is a reversing motor and actuates speed changing screw B which in turn raises or lowers frame C. Frame C carries the countershaft pulley assembly D.

TROUBLESHOOTING
TBD
END OF THE PROCEDURE